産品[
焊接熔深顯微鏡
]資料
如(rú)果您對該産品感興趣的(de)話,可(kě)以
産品名稱:
焊接熔深顯微鏡
産品型号:
Fiedler 600C
産品展商:
菲德勒Fiedler
産品文檔:
簡單介紹
焊接熔深測量顯微鏡Fiedler 600C在觀察物體時能産生正立的(de)三維空間影像。立體感較強,成像較清晰和(hé)寬闊,焊接熔深顯微鏡又具有長(cháng)工作距離(lí),并具有較大的(de)視(shì)場範圍和(hé)相應的(de)放大倍數,是焊接熔深檢測的(de)普遍專用焊接熔深測量儀顯微鏡。随着冶金、機械、石化、電力以及原子(zǐ)能、航天等現代化技術的(de)高(gāo)速發展,對産品焊接的(de)穩定性性能的(de)要求也越來越高(gāo),而焊接的(de)熔深是焊接機械性能的(de)重要标志與外在表現,所以,對焊接熔深的(de)有效檢測成為(wèi)檢驗焊接效果的(de)重要手段。熔深立體顯微鏡采用國外的(de)**技術,特别适合汽車零部件制造領域對焊接嚴格的(de)要求.可(kě)以對各種焊接接頭如(rú)(對接、角接、搭接和(hé)T型接等等)産生的(de)熔深進行拍照、編輯、測量、保存、打印。
焊接熔深顯微鏡
的(de)詳細介紹
一(yī)、儀器用途:
焊接熔深顯微鏡Fiedler 600C在觀察物體時能産生正立的(de)三維空間影像。立體感較強,成像較清晰和(hé)寬闊,又具有長(cháng)工作距離(lí),并具有較大的(de)視(shì)場範圍和(hé)相應的(de)放大倍數,是焊接熔深檢測的(de)普遍專用顯微鏡。
近幾年(nián)來,随着冶金、機械、石化、電力以及原子(zǐ)能、航天等現代化技術的(de)高(gāo)速發展,對産品焊接的(de)穩定性性能的(de)要求也越來越高(gāo),而焊接的(de)熔深是焊接機械性能的(de)重要标志與外在表現,所以,對焊接熔深的(de)有效檢測成為(wèi)檢驗焊接效果的(de)重要手段。北京時代生山峰科技有限公司生産的(de)熔深立體顯微鏡采用國外的(de)**技術,特别适合汽車零部件制造領域對焊接嚴格的(de)要求.可(kě)以對各種焊接接頭如(rú)(對接、角接、搭接和(hé)T型接等等)産生的(de)熔深進行拍照、編輯、測量、保存、打印。
二、技術規格
顯微鏡部分:
|
目鏡
|
WF10X (Φ22mm)
|
|
物鏡
|
變倍範圍0.7X~4.5X
|
|
總放大倍數
|
7X~45X
|
|
目鏡視(shì)場
|
φ57.2-φ13.3mm
|
|
雙瞳距調節範圍
|
55-75mm
|
|
工作距離(lí)
|
180mm
|
|
垂直有效行程
|
35mm<=h<215mm
|
|
底座尺寸
|
260X290X55mm
|
|
照明方式
|
上光源:12V10W帶反光杯鹵素燈 亮(liàng)度可(kě)調
下光源:12V10W鹵素燈 亮(liàng)度可(kě)調
|
測量部分:
此軟件系統功能強大:能測量所有圖片上的(de)幾何尺寸(點.線.圓.弧以及各元素的(de)相互關系),測量的(de)數據可(kě)以自(zì)動地(dì)标注在圖片上,并能顯示比例尺,并能可(kě)以導入Excel 文檔進行統計、編輯。也可(kě)以将圖片和(hé)數據一(yī)起保存。所有的(de)測量都能自(zì)動進行。
1.軟件測量精度:0.001mm
2.圖形測量:點、線、矩形、圓、橢圓、圓弧、多邊形。
3.圖形關系測量:兩點距離(lí)、點到直線距離(lí)、兩線角度、兩圓關系。
4.元素構造:中點構造、中心點構造、交點構造、垂線構造、外切線構造、內(nèi)切線構造、弦構造。
5.圖形預置:點、線、矩形、圓、橢圓、圓弧。
6.圖像處理(lǐ):圖像捕捉、圖像文件打開、圖像文件保存、圖像打印
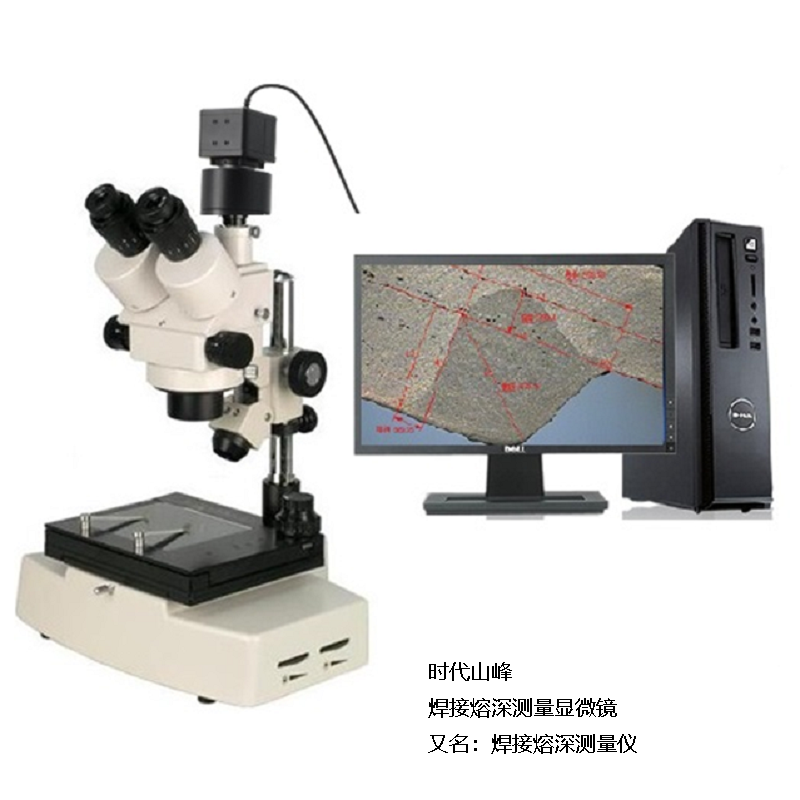 三、系統組成
三、系統組成
電腦型熔深顯微鏡(Fiedler 600C)1、三目顯微鏡
2、适配鏡
3、攝像器(500萬攝像采集系統)
4、熔深測量軟件
5.同軸照明器
6、二維移動工作台
7、計算機(選購)
焊接熔深參考資料:
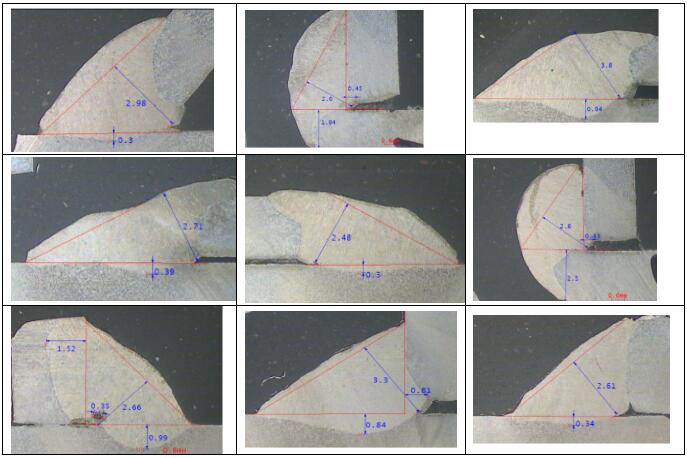
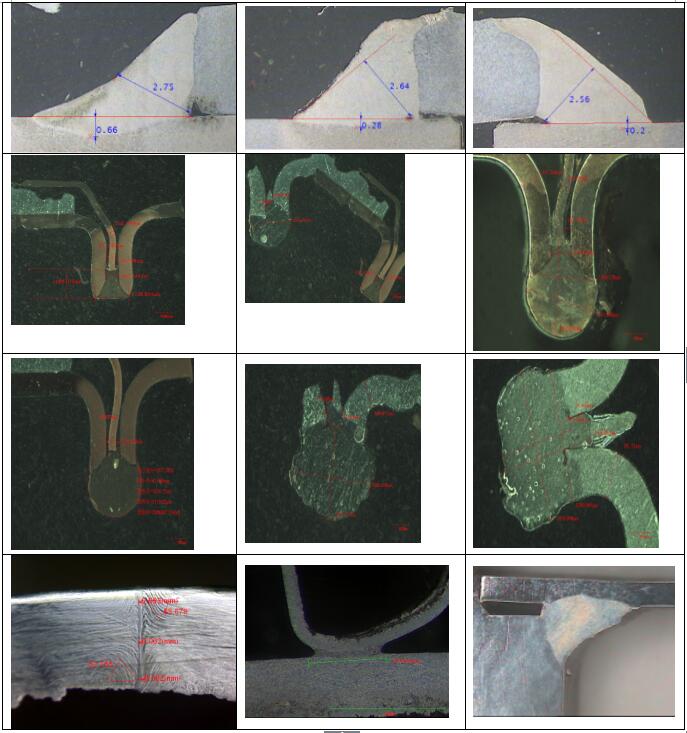
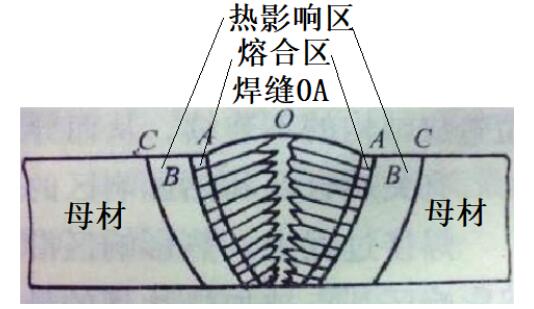
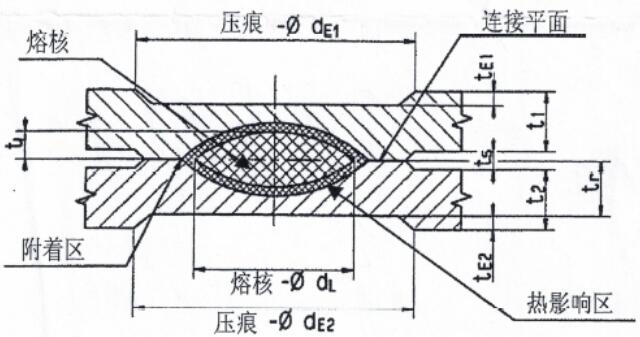
焊接熔深的(de)介紹:
相同材料、不同材料通過焊接連接在一(yī)起的(de)情況越來越廣泛的(de)使用于各種領域,母材和(hé)焊縫之間區域的(de)微觀組織形貌稱為(wèi)焊接熔深,焊接産品的(de)綜合機械性能、力學(xué)性能等、失效等和(hé)焊接熔深尺寸和(hé)質量有很大的(de)關系。
焊接熔深行業執行标準的(de)狀況:
目前是大衆汽車:VW50097金屬鑄件孔隙度,VW011 05-1電焊鋼闆焊接熔深等, 兵(bīng)器工業:WJ643槍彈用覆銅鋼片 特種行業:CBT 3694現場金相複型檢驗方法 熱電行業:DLT 884火電廠金相檢驗與評定技術導則 燃機行業:GB3508內(nèi)燃機鑄造鋁活塞金相檢驗标準等指定設備生産供應商,采用設備,檢測工藝,執行标準均得到廣泛認可(kě)。
焊接熔深測量的(de)簡要工藝過程:
一(yī)、取樣(切割機): 采用金相試樣切割機切割下包含待檢測部位的(de)試樣
二、鑲嵌(金相試樣鑲嵌機或者冷鑲嵌): 對于微小試樣,超薄試樣等,為(wèi)了保護焊接區域的(de)穩定和(hé)可(kě)靠性,避免制樣過程中造成的(de)變形和(hé)沖擊,通過鑲嵌固化的(de)方式,獲得标準規格的(de)尺寸,如(rú)Φ30x15mm,并使得後續的(de)手持,或者自(zì)動磨抛稱為(wèi)可(kě)能。
鑲嵌分為(wèi)熱鑲嵌和(hé)冷鑲嵌的(de)方式:
1、熱鑲嵌:利用金相試樣鑲嵌機加熱加壓的(de)方式,使得試樣在樹脂中固化,時間短(duǎn)無污染,固化強度高(gāo);
2、冷鑲嵌:鑲嵌粉和(hé)固化劑共同融合在模具或者夾具中,凝固後獲得固化的(de)試樣,特别适合不能加熱加壓的(de)材料,或者是需要控制方向,分析特定部位的(de)試樣。
三、研磨、預磨、抛光等:抛光機及磨抛機等:
研磨:表面質量特别差的(de),采用砂輪機,砂輪片,砂輪等進行粗處理(lǐ),
預磨:采用粗細不同目數砂紙,分别進行粗磨、精磨等處理(lǐ),
抛光:采用抛光織物(帶膠抛光絲絨,精抛絨等)+金剛石噴霧抛光劑等進行粗抛和(hé)精抛工作,
四、腐蝕: 為(wèi)了焊接區域各部分有明顯的(de)顯示,多數熔深要進行腐蝕處理(lǐ),從而使得熔深的(de)部位凸顯出來;
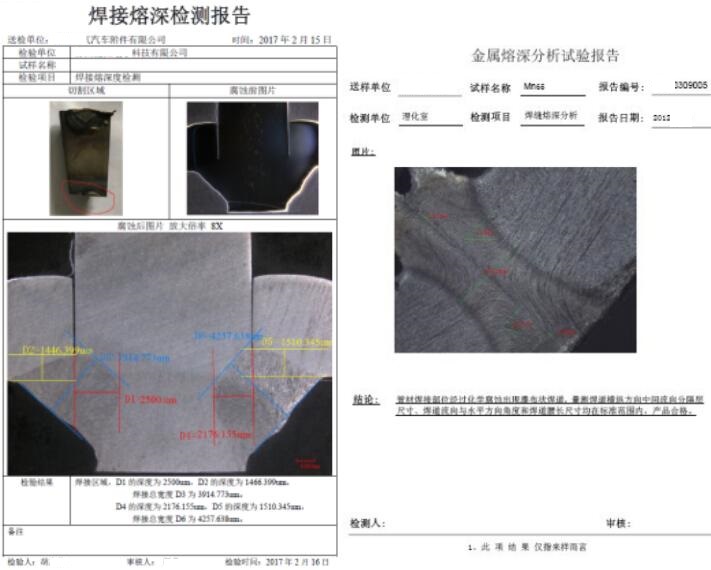
五、焊接熔深顯微鏡的(de)選擇,觀察和(hé)分析: 根據熔深區域的(de)形貌尺寸,選擇合适倍率的(de)顯微鏡,進行觀察,圖像輸出,熔深分析等,并實現熔深分析報告的(de)輸出;