UTD10000+點焊探傷儀 汽車電阻點焊探傷儀

概述
當今的(de)點焊檢測都是手動的(de)離(lí)線檢測,這主要是由于焊點的(de)表面形狀不一(yī)緻,無法實現焊接過程中的(de)在線檢測。聲波在金屬闆中傳播時反複被界面反射,産生系列回波信号,顯示在儀器的(de)顯示屏上,我們可(kě)以根據回波信号的(de)形狀來判斷焊點的(de)質量。

圖1是超聲點焊檢測的(de)視(shì)圖。檢測的(de)探頭與工件的(de)接觸面是橡膠膜(見圖2)。它能保證探頭和(hé)點焊表面的(de)弧坑**地(dì)接觸,以确保聲波的(de)傳播。

檢測的(de)聲波的(de)頻率通常選用20MHz.探頭的(de)直徑範圍是2.3mm-8.5mm。聲波在金屬闆中傳播時反複被界面反射,産生系列回波信号,顯示在儀器的(de)顯示屏上,操作人員可(kě)以根據回波信号的(de)形狀來判斷焊點的(de)質量。
主要功能
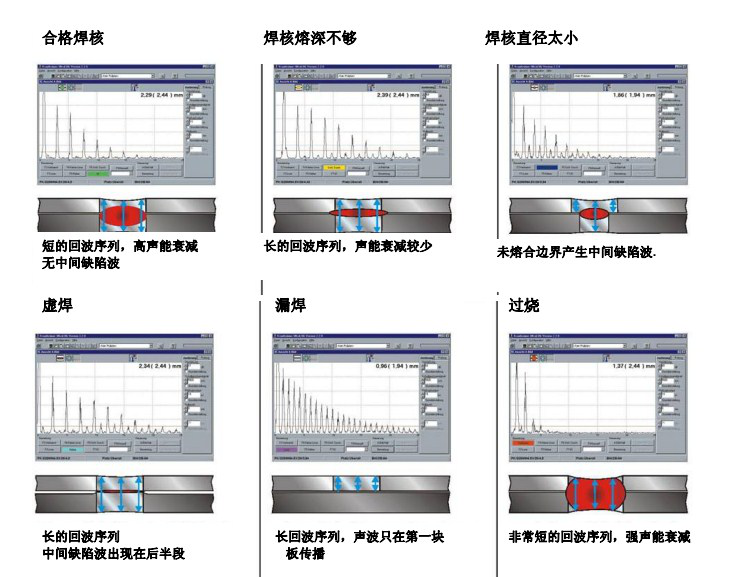
合格的(de)焊點:回波序列的(de)波幅相應快速遞減。這是因為(wèi)焊核金屬的(de)晶粒較母材晶粒粗大,聲波穿過時,能量衰減也大。回波的(de)間隔反映焊點的(de)厚度。
□焊核熔深不夠:此時顯示長(cháng)的(de)回波序列。原因是聲波穿過較少的(de)焊核區域,聲能衰減相應減少。
□焊核直徑太小:此時在正常的(de)回波信号中間會出現中間波。它是由母材界面引起的(de)反射波,通過它操作人員能鑒别焊核直徑是否小于聲束直徑,這就是為(wèi)什麽操作人員要非常慎重地(dì)選擇探頭直徑與要求的(de)*小焊核公稱直徑相一(yī)緻的(de)原因。
□虛焊:在正常回波信号序列的(de)後半段,顯示中間缺陷波,同時,回波序列較長(cháng)。
□漏焊:聲波未能進入**層闆,回波序列顯示非常多的(de)底波信号。
□過燒:回波序列顯示隻有及少回波。此時焊核區域過大,聲能衰減非常嚴重。
綜上所述,為(wèi)檢測焊點的(de)直徑太小,操作人員隻要選用相應的(de)探頭直徑進行檢測,通過是否有中間波的(de)出現,就能得出結論。(見下圖)
使用超聲波檢測,結果總是**的(de),這是由于,操作人員必須把探頭放在焊點處檢測,如(rú)果中心點偏移,也可(kě)能會有中間波顯示,操作人員可(kě)能把合格的(de)焊點判為(wèi)“焊核直徑過小”;而另一(yī)方面,操作人員不可(kě)能把“焊核直徑過小”的(de)焊點判為(wèi)合格焊點。因此,使用超聲波檢測能更嚴格地(dì)控制産品質量。
聲束直徑的(de)大小是由高(gāo)質量的(de)探頭保證的(de),每一(yī)個探頭是按DIN EN ISO 9001标準經過嚴格測試,并有測試合格證書。通常我們推薦用經驗公式
來選用探頭直徑 D,其中t為(wèi)*薄的(de)母材厚度。德國焊接協會(DVS)頒布的(de)标準号為(wèi)2902的(de)标準,第3 章(zhāng)程推薦電阻焊*小焊核直徑為(wèi)
對初學(xué)者來說,經常會抱怨超聲波點焊檢測方法參數設置複雜等等。這是可(kě)以理(lǐ)解的(de)。1997年(nián),德國舉辦了一(yī)個“點焊檢測技術經驗交流會”,幾乎所有的(de)知名汽車制造商都參加了。會議對超聲波檢測技術在車間裏的(de)使用效果是肯定的(de),檢測的(de)數據和(hé)結果是可(kě)靠的(de)。系統分析的(de)結果也支持這一(yī)點。同時,檢測人員的(de)培養也受到重視(shì)。德國焊接協會(DVS)頒布了“電阻焊質檢員”培訓考核手冊。接受良好培訓的(de)質檢員和(hé)統一(yī)的(de)考核标準是超聲波檢測成功應用不可(kě)缺少的(de)先決條件。
獨有性能 :
●适用于厚度0.5mm以上鋼闆的(de)電阻點焊焊核質量檢查,如(rú)車身,洗衣機滾筒等部位的(de)點焊焊接。
●專用高(gāo)頻超聲點焊聚焦探頭
●采用進口高(gāo)頻複合材料,帶寬高(gāo)達20MHz,具有很高(gāo)的(de)檢出靈敏度;針對車聲焊點檢測開發了專用的(de)探頭工藝,具有很好的(de)工藝适應性。
●焊縫剖面示意 直觀分析
●AWS:美國焊接學(xué)會标準AWS D1.1/D1.5 (Z6w Z8)
●采用Windows操作系統,操作簡便,功能強大;
●全程連續動态實時記錄檢測回波數據及控制參數,存儲空間為(wèi)8G;
●數碼飛(fēi)梭旋鈕,一(yī)鍵式操作;
●外接U盤,實現數據移動式管理(lǐ);
●高(gāo)性能安保锂電,模塊插接式;
通用性能:
方波激勵:适用難以穿透複合材料
國內(nèi)業界**的(de)可(kě)調方波激勵技術,适用于難以穿透的(de)各種材料。可(kě)調節選項的(de)高(gāo)性能“方波/脈沖發生器”,實現與探頭的(de)*佳匹配。對于聲波衰減較厲害的(de)複合材料,鑄件,厚闆尤其有效,具有**的(de)穿透力和(hé)信噪比;而對檢測薄工件和(hé)複合材料又有高(gāo)的(de)分辨率。
國內(nèi)**達到10位高(gāo)精度AD采樣
超長(cháng)待機:8小時,擺脫充電煩惱
全數字,超高(gāo)亮(liàng)陽光彩色7寸韓國三星液晶顯示器,根據環境選擇背景色、亮(liàng)度值可(kě)自(zì)由設定;
工業級寬溫硬件操作,**元器件,極低(dī)故障率
人體力學(xué)工程外殼設計,環保工程塑料外殼,堅固耐用,有效抗震防電磁幹擾功效。
功能 :
USB接口可(kě)插入U盤,無需驅動,支持熱插撥,即插即用。實現探傷報告存儲、拷屏打印。
B掃描功能圖像式的(de)觀察缺陷模式,能夠産生很好的(de)對比效果,更便于缺陷的(de)分析判斷。
通過:灰度/彩色調色闆還可(kě)以自(zì)動顯示缺陷危害程度,也可(kě)實時對比觀測A掃波形和(hé)B掃圖像。
超大容量數據儲存:5000個數據組。
智能DAC曲線,符合JIS和(hé)API标準
實用AVG曲線:大平底、平底孔、通孔三種參考類型
性能指标:
檢測範圍 : 0~14000mm
檢測分辨率 :0.01mm(<100mm) 1mm(>100mm)
聲速:500~20000m/s 20個固定聲速
顯示延遲:-20~3400us 分辨力: 0.1us
探頭延遲:0~99us 分辨力: 0.01us
自(zì)動校準:通過兩個已知參考回波自(zì)動校準聲速和(hé)探頭延遲
線性誤差:水平 ≤0.1% 垂直 ≤2.5%
動态範圍:≥38dB
靈敏度餘量 :≥64dB 200mmФ2平底孔
外型尺寸:250×180×60mm
儀器重量:1.5KG(含電池)
标準配置:
1.儀器主機 1台
2.點焊探頭 1支
3.電源适配器(充電器) 1個
4.锂電池 1塊
5.便攜作業帶 1套
6.移動U盤 1個
7.使用說明書、合格證、保修卡 1套
8.儀器提箱 1個
